
Page 132 - G7_2021_WEB_pendiente
P. 132
DRILL LINE
DRILL LINE
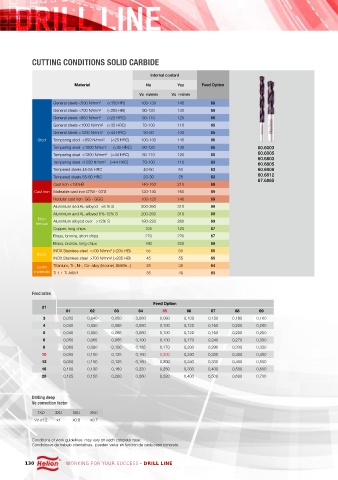
CUTTING CONDITIONS SOLID CARBIDE
Internal coolant
Material No Yes Feed Option
Vc m/min Vc m/min
General steels <500 N/mm² (<150 HB) 100-130 145 68
General steels <700 N/mm² (<205 HB) 90-120 130 68
General steels <850 N/mm² (<25 HRC) 80-110 120 66
General steels <1000 N/mm² (<32 HRC) 70-100 110 65
General steels <1200 N/mm² (<44 HRC) 50-80 100 65
Steel Tempering steel <850 N/mm² (<25 HRC) 100-130 145 66
Tempering steel <1000 N/mm² (<32 HRC) 90-120 130 65 60.6003
Tempering steel <1200 N/mm² (<44 HRC) 80-110 120 65 60.6005
Tempering steel >1200 N/mm² (>44 HRC) 70-100 110 63 60.6803
60.6805
Tempered steels 45-55 HRC 40-60 60 63 60.6808
Tempered steels 55-60 HRC 20-30 25 62 60.6812
Cast iron <180HB 140-160 210 69 67.6885
Cast Iron Malleable cast iron GTW - GTS 120-140 160 69
Nodular cast iron GG - GGG 100-120 140 69
Aluminium and AL-alloyed <6 % S 200-260 310 69
Aluminium and AL-alloyed 6%-12% S 200-260 310 69
Non
ferrous Aluminium alloyed over >12% S 180-220 260 69
Copper, long chips 105 125 67
Brass, bronze, short chips 270 220 67
Brass, bronze, long chips 180 325 68
INOX Stainless steel <700 N/mm² (<205 HB) 55 60 65
INOX
INOX Stainless steel >700 N/mm² (>205 HB) 45 55 65
Exotic Titanium, Ti-, Ni-, Co- alloy (Inconel, Stellite...) 25 35 64
materials Ti 1 / Ti Al6V4 35 40 63
Feed rates
Feed Option
d1
61 62 63 64 65 66 67 68 69
3 0,032 0,040 0,050 0,060 0,080 0,100 0,120 0,160 0,160
4 0,040 0,050 0,065 0,080 0,100 0,122 0,160 0,200 0,200
5 0,040 0,050 0,065 0,080 0,100 0,122 0,160 0,200 0,250
6 0,050 0,065 0,085 0,100 0,130 0,170 0,240 0,270 0,300
8 0,060 0,080 0,100 0,135 0,170 0,200 0,290 0,330 0,330
10 0,080 0,100 0,125 0,160 0,200 0,240 0,330 0,400 0,400
12 0,080 0,100 0,125 0,160 0,200 0,240 0,330 0,400 0,500
16 0,100 0,130 0,160 0,220 0,250 0,330 0,400 0,500 0,600
20 0,125 0,150 0,200 0,260 0,320 0,400 0,500 0,600 0,700
Drilling deep
Vc correction factor
1XD 3XD 5XD 8XD
Vc x1.2 x1 x0.8 x0.7
Conditions of work guidelines. may vary on each concrete case.
Condiciones de trabajo orientativas. pueden variar en función de cada caso concreto.
130 WORKING FOR YOUR SUCCESS · DRILL LINE