




Reducción del 50% del coste en el mecanizado de engranaje compensador con fresas Heli Motion Ø4 926505 y 926403
Nuestro cliente de Rumanía nos comparte el éxito obtenido en el proceso de mecanizado de un acero templado 50CrV4 con dureza superficial de 47 a 53 HRC en una máquina Chiron.
Objetivo: reducir los costes de corte en un 30% anual para todos los números de pieza de engranaje compensador.
Resultado: reducción del 50% de los costes gracias al nuevo recubrimiento PVD de la línea de fresas Heli Motion que combinan carburo con un sub micro grano más pequeño y con menos cobalto.
El pronóstico para el segundo trimestre de 2020 es la producción de 1,4 millones de piezas.
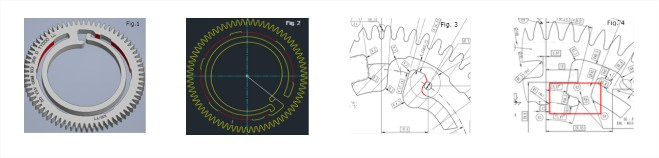
Un engranaje compensador llega a nuestro cliente a medio terminar, el material es acero templado 50CrV4. Los engranajes son tratados térmicamente, lo que da como resultado una dureza de 47 a 53 HRC. El siguiente paso del proceso es la operación de mecanizado. Esto se realiza en máquinas Chiron y consiste en fresar el diámetro del círculo de inclinación (PCD) (fig. 1 y fig. 2), el radio del "gancho" (fig. 3) y el corte del puente (fig. 4).
Este producto tiene un recubrimiento más duro, una tolerancia dimensional mejorada, una vida útil de la herramienta mucho mejor, sustrato de endurecimiento y sustrato de resistencia al calor.
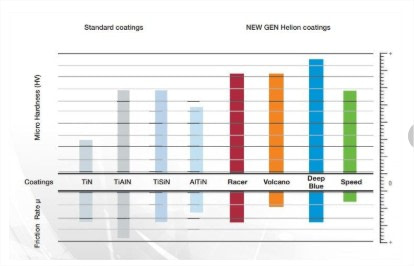
50% de reducción en el coste del mecanizado gracias al nuevo y exclusivo recubrimiento PVD Deep Blue que combina carburo con un sub micro grano más pequeño y con menos cobalto.
 PRUEBAS Y RESULTADOS
PRUEBAS Y RESULTADOS
Las pruebas iniciales se realizaron con tres herramientas de Ø3, Ø4 y Ø5, su elección dependió de la dimensión y los requisitos del engranaje compensador. Las condiciones de corte y los parámetros usados para la prueba fueron los mismos que se usan para la herramienta real.
Los criterios principales para evaluar el éxito de la prueba, directamente relacionados con el desgaste de la herramienta, fueron:
• Rugosidad de la superficie
• Tamaño de las rebabas
• Calidad de la pieza
VIDA ÚTIL DE LA HERRAMIENTA
Las herramientas han sido monitoreadas después de cada 100 piezas. La vida útil inicial de la herramienta se estableció en 350 piezas y una vez que se alcanzó esto, se agregaron 100 ciclos adicionales después de cada buena medición. La vida útil máxima de la herramienta lograda por todas las herramientas de prueba fue de alrededor de 900 piezas. El siguiente paso fue realizar una prueba más grande utilizando 10 herramientas de fresado de extremos de cada diámetro para determinar la vida útil óptima de la herramienta para tener un proceso estable y de buena calidad.
Con base en estos resultados, la vida útil de producción óptima de la herramienta para Helion Mills se estableció en:
Ø3 = 700 piezas Vs 250 piezas con la marca anterior
Ø4 y Ø5 = 800 piezas Vs 400 piezas con la marca anterior
OBSTÁCULOS Y/O ELEMENTOS CLAVE PARA EL ÉXITO
* Concentricidad de la herramienta que no excedió los 5 micrones. Este requisito permitió alargar la vida útil de la herramienta y una excelente calidad de acabado en la superficie.
* Sustrato de carburo sólido con alta dureza y buena tenacidad.
* Revestimientos y geometrías de corte que coinciden con la dureza del material.
RESULTADOS DEFINITIVOS
La mejora del costo de la herramienta es fundamental. El ahorro anual supera el objetivo del proyecto del 30%.
La mejora se duplicará en otras 3 máquinas existentes en VCST-BE.
Accede a la ficha de producto a través de nuestro eShop... referencias en stock para entrega inmediata.
Referencia 926505
Referencia 926403
¿Necesita más detalles? Joan Muñoz j.munoz@helion-tools.com
Nuestro cliente de Rumanía nos comparte el éxito obtenido en el proceso de mecanizado de un acero templado 50CrV4 con dureza superficial de 47 a 53 HRC en una máquina Chiron.
Objetivo: reducir los costes de corte en un 30% anual para todos los números de pieza de engranaje compensador.
Resultado: reducción del 50% de los costes gracias al nuevo recubrimiento PVD de la línea de fresas Heli Motion que combinan carburo con un sub micro grano más pequeño y con menos cobalto.
El pronóstico para el segundo trimestre de 2020 es la producción de 1,4 millones de piezas.
Un engranaje compensador llega a nuestro cliente a medio terminar, el material es acero templado 50CrV4. Los engranajes son tratados térmicamente, lo que da como resultado una dureza de 47 a 53 HRC. El siguiente paso del proceso es la operación de mecanizado. Esto se realiza en máquinas Chiron y consiste en fresar el diámetro del círculo de inclinación (PCD) (fig. 1 y fig. 2), el radio del "gancho" (fig. 3) y el corte del puente (fig. 4).
Este producto tiene un recubrimiento más duro, una tolerancia dimensional mejorada, una vida útil de la herramienta mucho mejor, sustrato de endurecimiento y sustrato de resistencia al calor.
50% de reducción en el coste del mecanizado gracias al nuevo y exclusivo recubrimiento PVD Deep Blue que combina carburo con un sub micro grano más pequeño y con menos cobalto.
PRUEBAS Y RESULTADOSLas pruebas iniciales se realizaron con tres herramientas de Ø3, Ø4 y Ø5, su elección dependió de la dimensión y los requisitos del engranaje compensador. Las condiciones de corte y los parámetros usados para la prueba fueron los mismos que se usan para la herramienta real.
Los criterios principales para evaluar el éxito de la prueba, directamente relacionados con el desgaste de la herramienta, fueron:
• Rugosidad de la superficie
• Tamaño de las rebabas
• Calidad de la pieza
VIDA ÚTIL DE LA HERRAMIENTA
Las herramientas han sido monitoreadas después de cada 100 piezas. La vida útil inicial de la herramienta se estableció en 350 piezas y una vez que se alcanzó esto, se agregaron 100 ciclos adicionales después de cada buena medición. La vida útil máxima de la herramienta lograda por todas las herramientas de prueba fue de alrededor de 900 piezas. El siguiente paso fue realizar una prueba más grande utilizando 10 herramientas de fresado de extremos de cada diámetro para determinar la vida útil óptima de la herramienta para tener un proceso estable y de buena calidad.
Con base en estos resultados, la vida útil de producción óptima de la herramienta para Helion Mills se estableció en:
Ø3 = 700 piezas Vs 250 piezas con la marca anterior
Ø4 y Ø5 = 800 piezas Vs 400 piezas con la marca anterior
OBSTÁCULOS Y/O ELEMENTOS CLAVE PARA EL ÉXITO
* Concentricidad de la herramienta que no excedió los 5 micrones. Este requisito permitió alargar la vida útil de la herramienta y una excelente calidad de acabado en la superficie.
* Sustrato de carburo sólido con alta dureza y buena tenacidad.
* Revestimientos y geometrías de corte que coinciden con la dureza del material.
RESULTADOS DEFINITIVOS
La mejora del costo de la herramienta es fundamental. El ahorro anual supera el objetivo del proyecto del 30%.
La mejora se duplicará en otras 3 máquinas existentes en VCST-BE.
Accede a la ficha de producto a través de nuestro eShop... referencias en stock para entrega inmediata.
Referencia 926505
Referencia 926403
¿Necesita más detalles? Joan Muñoz j.munoz@helion-tools.com