
Page 11 - FRESAS X PULGADAS.indd
P. 11
INCH LINE INCH LINE
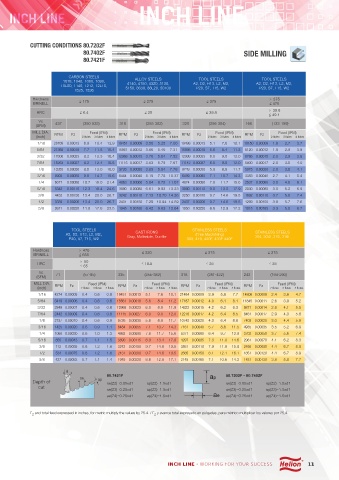
CUTTING CONDITIONS 80.7202F
80.7402F SIDE MILLING
80.7421F
CARBON STEELS
1018, 1040, 1080, 1090, ALLOY STEELS TOOL STEELS TOOL STEELS
10L50, 1140, 1212, 12L15, 4140, 4150, 4320, 5120, A2, D2, H13, L2, M2, A2, D2, H13, L2, M2,
1525, 1536 5150, 8630, 86L20, 50100 P20, S7, T15, W2 P20, S7, T15, W2
Hardness ≦ 175 ≦ 275 ≦ 375 > 375
BRINELL ≦ 475
> 39.8
HRC ≦ 6.4 ≦ 28 ≦ 39.8
≦ 49.1
Vc
(SFM) 437 (350-525) 318 (255-382) 320 (256-384) 166 (133-199)
MILL DIA. RPM Fz Feed (IPM) RPM Fz Feed (IPM) RPM Fz Feed (IPM) RPM Fz Feed (IPM)
(inch) 2 utes 3 utes 4 utes 2 utes 3 utes 4 utes 2 utes 3 utes 4 utes 2 utes 3 utes 4 utes
1/16 26709 0.00013 6.9 10.4 13.9 19451 0.00009 3.50 5.25 7.00 19498 0.00013 5.1 7.6 10.1 10150 0.00009 1.8 2.7 3.7
5/64 21368 0.00018 7.7 11.5 15.4 15561 0.00012 3.66 5.49 7.31 15598 0.00018 5.6 8.4 11.2 8120 0.00012 1.9 2.9 3.8
3/32 17806 0.00023 8.2 12.3 16.4 12968 0.00015 3.76 5.64 7.52 12999 0.00023 6.0 9.0 12.0 6766 0.00015 2.0 2.9 3.9
7/64 15263 0.00027 8.2 12.4 16.5 11115 0.00017 3.83 5.75 7.67 11142 0.00027 6.0 9.0 12.0 5800 0.00017 2.0 3.0 4.0
1/8 13355 0.00030 8.0 12.0 16.0 9726 0.00020 3.89 5.84 7.78 9749 0.00030 5.8 8.8 11.7 5075 0.00020 2.0 3.0 4.1
3/16 8903 0.00055 9.8 14.7 19.6 6484 0.00040 5.19 7.78 10.37 6499 0.00055 7.1 10.7 14.3 3383 0.00040 2.7 4.1 5.4
1/4 6677 0.00080 10.7 16.0 21.4 4863 0.00060 5.84 8.75 11.67 4874 0.00080 7.8 11.7 15.6 2537 0.00060 3.0 4.6 6.1
5/16 5342 0.00115 12.3 18.4 24.6 3890 0.00085 6.61 9.92 13.23 3900 0.00115 9.0 13.5 17.9 2030 0.00085 3.5 5.2 6.9
3/8 4452 0.00150 13.4 20.0 26.7 3242 0.00110 7.13 10.70 14.26 3250 0.00150 9.7 14.6 19.5 1692 0.00110 3.7 5.6 7.4
1/2 3339 0.00200 13.4 20.0 26.7 2431 0.00150 7.29 10.94 14.59 2437 0.00200 9.7 14.6 19.5 1269 0.00150 3.8 5.7 7.6
5/8 2671 0.00220 11.8 17.6 23.5 1945 0.00165 6.42 9.63 12.84 1950 0.00220 8.6 12.9 17.2 1015 0.00165 3.3 5.0 6.7
TOOL STEELS STAINLESS STEELS
CAST IRONS
STAINLESS STEELS
A2, D2, H13, L2, M2, Gray, Malleable, Ductile (Free MachiNIng) 304, 304L,316, 316L
P20, S7, T15, W2 303, 416, 420F, 430F 440F
Hardness > 475 ≦ 220 ≦ 275 ≦ 275
BRINELL ≦ 655
HRC > 50 ≦ 18.8 ≦ 28 ≦ 28
≦ 65
Vc
(SFM) 71 (57-85) 335 (255-382) 318 (281-422) 242 (194-290)
MILL DIA. RPM Fz Feed (IPM) RPM Fz Feed (IPM) RPM Fz Feed (IPM) RPM Fz Feed (IPM)
(inch) 2 utes 3 utes 4 utes 2 utes 3 utes 4 utes 2 utes 3 utes 4 utes 2 utes 3 utes 4 utes
1/16 4274 0.00005 0.4 0.6 0.8 19451 0.00013 5.1 7.6 10.1 21484 0.00009 3.9 5.8 7.7 14806 0.00008 2.4 3.6 4.7
5/64 3419 0.00006 0.4 0.6 0.8 15561 0.00018 5.6 8.4 11.2 17187 0.00012 4.0 6.1 8.1 11845 0.00011 2.6 3.9 5.2
3/32 2849 0.00007 0.4 0.6 0.8 12968 0.00023 6.0 8.9 11.9 14322 0.00015 4.2 6.2 8.3 9871 0.00014 2.8 4.1 5.5
7/64 2442 0.00009 0.4 0.6 0.8 11115 0.00027 6.0 9.0 12.0 12276 0.00017 4.2 6.4 8.5 8461 0.00017 2.9 4.3 5.8
1/8 2137 0.00010 0.4 0.6 0.9 9726 0.00030 5.8 8.8 11.7 10742 0.00020 4.3 6.4 8.6 7403 0.00020 3.0 4.4 5.9
3/16 1425 0.00020 0.6 0.9 1.1 6484 0.00055 7.1 10.7 14.3 7161 0.00040 5.7 8.6 11.5 4935 0.00035 3.5 5.2 6.9
1/4 1068 0.00030 0.6 1.0 1.3 4863 0.00080 7.8 11.7 15.6 5371 0.00060 6.4 9.7 12.9 3702 0.00050 3.7 5.6 7.4
5/16 855 0.00043 0.7 1.1 1.5 3890 0.00115 8.9 13.4 17.9 4297 0.00085 7.3 11.0 14.6 2961 0.00070 4.1 6.2 8.3
3/8 712 0.00055 0.8 1.2 1.6 3242 0.00150 9.7 14.6 19.5 3581 0.00110 7.9 11.8 15.8 2468 0.00090 4.4 6.7 8.9
1/2 534 0.00075 0.8 1.2 1.6 2431 0.00200 9.7 14.6 19.5 2685 0.00150 8.1 12.1 16.1 1851 0.00120 4.4 6.7 8.9
5/8 427 0.00083 0.7 1.1 1.4 1945 0.00220 8.6 12.8 17.1 2148 0.00165 7.1 10.6 14.2 1481 0.00130 3.8 5.8 7.7
d
80.7421F 80.7202F - 80.7402F
ae ap
Depth of ap ae(Z2)=0.05xd1 ap(Z2)=1.5xd1 ae(Z2)=0.05xd1 ap(Z2)=1.5xd1
cut ae(Z3)=0.25xd1 ap(Z3)=1.5xd1 ae(Z3)=0.25xd1 ap(Z3)=1.5xd1
ae(Z4)=0.25xd1 ap(Z4)=1.5xd1 ae(Z4)=0.25xd1 ap(Z4)=1.5xd1
F and total feed expressed in inches, for metric multiply the values by 25.4. / F y avance total expresado en pulgadas, para métrico multiplicar los valores por 25,4.
z
z
INCH LINE · WORKING FOR YOUR SUCCESS 11