
Page 14 - FRESAS X PULGADAS.indd
P. 14
INCH LINE
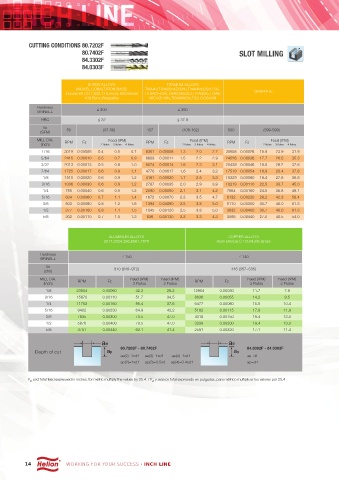
CUTTING CONDITIONS 80.7202F
80.7402F SLOT MILLING
84.3302F
84.0303F
SUPER ALLOYS TITANIUM ALLOYS
(NICKEL,COBALT,IRON,BASE) Ti6Al4V,Ti6Al2Sn4Zr2Mo,Ti4Al4Mo2Sn0.5Si,
Inconel 601,617,625,718,Incoly 800,Monel Ti10Al2Fe3Al,Ti5Al53Mo3Cr,Ti7Al4Mo,Ti3Al8 GRAPHITE
400,Rene,Waspalloy V6Cr4Zr4Mo,Ti6Al6V6Sn,Ti52 Cr3Sn3Al
Hardness
BRINELL ≦ 300 ≦ 350
HRC ≦ 32 ≦ 37.9
Vc
(SFM) 50 (37-56) 137 (108-162) 500 (399-599)
MILL DIA. Feed (IPM) Feed (IPM) Feed (IPM)
(inch) RPM Fz 2 utes 3 utes 4 utes RPM Fz 2 utes 3 utes 4 utes RPM Fz 2 utes 3 utes 4 utes
1/16 3019 0.00006 0.4 0.5 0.7 8361 0.00008 1.3 2.0 2.7 30658 0.00026 15.9 23.9 31.9
5/64 2415 0.00010 0.5 0.7 0.9 6689 0.00011 1.5 2.2 2.9 24526 0.00036 17.7 26.5 35.3
3/32 2013 0.00013 0.5 0.8 1.0 5574 0.00014 1.6 2.3 3.1 20439 0.00046 18.8 28.2 37.6
7/64 1725 0.00017 0.6 0.9 1.1 4778 0.00017 1.6 2.4 3.2 17519 0.00054 18.9 28.4 37.8
1/8 1510 0.00020 0.6 0.9 1.2 4181 0.00020 1.7 2.5 3.3 15329 0.00060 18.4 27.6 36.8
3/16 1006 0.00030 0.6 0.9 1.2 2787 0.00035 2.0 2.9 3.9 10219 0.00110 22.5 33.7 45.0
1/4 755 0.00040 0.6 0.9 1.2 2090 0.00050 2.1 3.1 4.2 7664 0.00160 24.5 36.8 49.1
5/16 604 0.00060 0.7 1.1 1.4 1672 0.00070 2.3 3.5 4.7 6132 0.00230 28.2 42.3 56.4
3/8 503 0.00080 0.8 1.2 1.6 1394 0.00090 2.5 3.8 5.0 5110 0.00300 30.7 46.0 61.3
1/2 377 0.00100 0.8 1.1 1.5 1045 0.00120 2.5 3.8 5.0 3832 0.00400 30.7 46.0 61.3
5/8 302 0.00110 0.7 1.0 1.3 836 0.00130 2.2 3.3 4.3 3066 0.00440 27.0 40.5 54.0
ALUMINUM ALLOYS COPPER ALLOYS
2017,2024,356,6061,7075 Alum Bronze,C110,Muntz Brass
Hardness
BRINELL ≦ 150 ≦ 140
Vc
(sfm) 810 (648~972) 446 (357~535)
MILL DIA. RPM Fz Feed (IPM) Feed (IPM) RPM Fz Feed (IPM) Feed (IPM)
(inch) 3 Flutes 2 Flutes 3 Flutes 2 Flutes
1/8 23504 0.00060 42.3 28.2 12954 0.00030 11.7 7.8
3/16 15670 0.00110 51.7 34.5 8636 0.00055 14.2 9.5
1/4 11752 0.00160 56.4 37.6 6477 0.00080 15.5 10.4
5/16 9402 0.00230 64.9 43.2 5182 0.00115 17.9 11.9
3/8 7835 0.00300 70.5 47.0 4318 0.00150 19.4 13.0
1/2 5876 0.00400 70.5 47.0 3239 0.00200 19.4 13.0
5/8 4701 0.00440 62.1 41.4 2591 0.00220 17.1 11.4
80.7202F - 80.7402F 84.3302F - 84.0303F
Depth of cut ap ap
ae(2)=1xd1 ae(3)=1xd1 ae(4)=1xd1 ae=d1
ap(2)=1xd1 ap(3)=0.5xd ap(4)=0.4xd1 ap=d1
F and total feed expressed in inches, for metric multiply the values by 25.4. / F y avance total expresado en pulgadas, para métrico multiplicar los valores por 25,4.
z
z
14 WORKING FOR YOUR SUCCESS · INCH LINE