
Page 74 - G7_2021_WEB_pendiente
P. 74
MILL LINE
MILL LINE
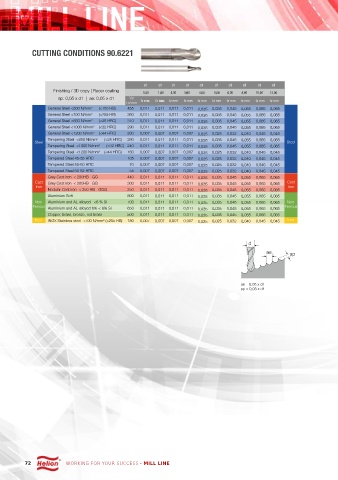
CUTTING CONDITIONS 90.6221
d1 d1 d1 d1 d1 d1 d1 d1 d1 d1
Finishing / 3D copy | Racer coating
0,50 1,00 2,00 3,00 4,00 5,00 6,00 8,00 10,00 12,00
ap: 0,05 x d1 | ae: 0,05 x d1 Vc
m/min fz mm fz mm fz mm fz mm fz mm fz mm fz mm fz mm fz mm fz mm
General Steel <500 N/mm² (<150 HB) 455 0,011 0,011 0,011 0,011 0,035 0,035 0,045 0,055 0,065 0,065
General Steel <700 N/mm² (<205 HB) 360 0,011 0,011 0,011 0,011 0,035 0,035 0,045 0,055 0,065 0,065
General Steel <850 N/mm² (<25 HRC) 310 0,011 0,011 0,011 0,011 0,035 0,035 0,045 0,055 0,065 0,065
General Steel <1000 N/mm² (<32 HRC) 290 0,011 0,011 0,011 0,011 0,035 0,035 0,045 0,055 0,065 0,065
General Steel <1200 N/mm² (<44 HRC) 200 0,007 0,007 0,007 0,007 0,025 0,025 0,032 0,040 0,045 0,045
Tempering Steel <850 N/mm² (<25 HRC) 280 0,011 0,011 0,011 0,011 0,035 0,035 0,045 0,055 0,065 0,065
Steel Steel
Tempering Steel <1000 N/mm² (<32 HRC) 240 0,011 0,011 0,011 0,011 0,035 0,035 0,045 0,055 0,065 0,065
Tempering Steel <1200 N/mm² (<44 HRC) 160 0,007 0,007 0,007 0,007 0,025 0,025 0,032 0,040 0,045 0,045
Tempered Steel 45-55 HRC 105 0,007 0,007 0,007 0,007 0,025 0,025 0,032 0,040 0,045 0,045
Tempered Steel 55-60 HRC 70 0,007 0,007 0,007 0,007 0,025 0,025 0,032 0,040 0,045 0,045
Tempered Steel 60-62 HRC 55 0,007 0,007 0,007 0,007 0,025 0,025 0,032 0,040 0,045 0,045
Grey Cast iron < 200HB - GG 440 0,011 0,011 0,011 0,011 0,035 0,035 0,045 0,055 0,065 0,065
Cast Grey Cast iron < 300HB - GG 300 0,011 0,011 0,011 0,011 0,035 0,035 0,045 0,055 0,065 0,065 Cast
Iron Iron
Nodular Cast iron < 350 HB - GGG 250 0,011 0,011 0,011 0,011 0,035 0,035 0,045 0,055 0,065 0,065
Aluminium Soft 800 0,011 0,011 0,011 0,011 0,035 0,035 0,045 0,055 0,065 0,065
Non Aluminium and AL-alloyed <6 % Si 700 0,011 0,011 0,011 0,011 0,035 0,035 0,045 0,055 0,065 0,065 Non
Ferrous Aluminium and AL-alloyed 6% < 8% Si 650 0,011 0,011 0,011 0,011 0,035 0,035 0,045 0,055 0,065 0,065 Ferrous
Copper, brass, bronze, red brass 500 0,011 0,011 0,011 0,011 0,035 0,035 0,045 0,055 0,065 0,065
Inox INOX Stainless steel <700 N/mm² (<205 HB) 180 0,007 0,007 0,007 0,007 0,025 0,025 0,032 0,040 0,045 0,045 Inox
d
ae ap
ae = 0,05 x d1
ap = 0,05 x d1
72 WORKING FOR YOUR SUCCESS · MILL LINE