
Page 77 - G7_2021_WEB_pendiente
P. 77
MILL LINE
MILL LINE
MILL
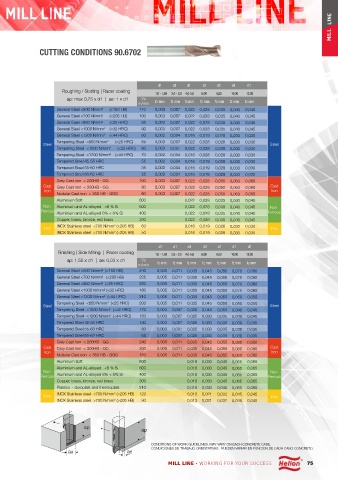
CUTTING CONDITIONS 90.6702
d1 d1 d1 d1 d1 d1 d1
Roughing / Slotting | Racer coating 1,0 - 1,50 2,0 - 3,0 4,0-5,0 6,00 8,00 10,00 12,00
ap: max 0,75 x d1 | ae: 1 x d1 Vc
m/min fz mm fz mm fz mm fz mm fz mm fz mm fz mm
General Steel <500 N/mm² (<150 HB) 110 0,007 0,022 0,028 0,035 0,040 0,045
0,003
General Steel <700 N/mm² (<205 HB) 100 0,003 0,007 0,022 0,028 0,035 0,040 0,045
General Steel <850 N/mm² (<25 HRC) 95 0,003 0,007 0,022 0,028 0,035 0,040 0,045
General Steel <1000 N/mm² (<32 HRC) 90 0,003 0,007 0,022 0,028 0,035 0,040 0,045
General Steel <1200 N/mm² (<44 HRC) 80 0,002 0,004 0,016 0,019 0,028 0,030 0,030
Tempering Steel <850 N/mm² (<25 HRC) 85 0,003 0,007 0,022 0,028 0,028 0,030 0,030
Steel Steel
Tempering Steel <1000 N/mm² (<32 HRC) 80 0,003 0,007 0,022 0,028 0,028 0,030 0,030
Tempering Steel <1200 N/mm² (<44 HRC) 70 0,002 0,004 0,016 0,028 0,028 0,030 0,030
Tempered Steel 45-55 HRC 55 0,002 0,004 0,016 0,019 0,028 0,030 0,030
Tempered Steel 55-60 HRC 35 0,002 0,004 0,016 0,019 0,028 0,030 0,030
Tempered Steel 60-62 HRC 25 0,002 0,004 0,016 0,019 0,028 0,030 0,030
Grey Cast iron < 200HB - GG 100 0,003 0,007 0,022 0,028 0,050 0,060 0,060
Cast Grey Cast iron < 300HB - GG 80 0,003 0,007 0,022 0,028 0,050 0,060 0,060 Cast
Iron Iron
Nodular Cast iron < 350 HB - GGG 60 0,003 0,007 0,022 0,028 0,050 0,060 0,060
Aluminium Soft 800 0,022 0,028 0,035 0,040 0,045
Non Aluminium and AL-alloyed <6 % Si 600 0,022 0,028 0,035 0,040 0,045 Non
Ferrous Ferrous
Aluminium and AL-alloyed 6% < 8% Si 400 0,022 0,028 0,035 0,040 0,045
Copper, brass, bronze, red brass 300 0,022 0,028 0,035 0,040 0,045
INOX Stainless steel <700 N/mm² (<205 HB) 60 0,016 0,019 0,028 0,030 0,030
Inox Inox
INOX Stainless steel >700 N/mm² (>205 HB) 50 0,016 0,019 0,028 0,030 0,030
d1 d1 d1 d1 d1 d1 d1
Finishing | Side Milling | Racer coating 1,0 - 1,50 2,0 - 3,0 4,0-5,0 6,00 8,00 10,00 12,00
ap: 1,50 x d1 | ae: 0,03 x d1 Vc
m/min fz mm fz mm fz mm fz mm fz mm fz mm fz mm
General Steel <500 N/mm² (<150 HB) 240 0,005 0,011 0,035 0,045 0,050 0,070 0,080
General Steel <700 N/mm² (<205 HB) 235 0,005 0,011 0,035 0,045 0,050 0,070 0,080
General Steel <850 N/mm² (<25 HRC) 220 0,005 0,011 0,035 0,045 0,050 0,070 0,080
General Steel <1000 N/mm² (<32 HRC) 180 0,005 0,011 0,035 0,045 0,050 0,070 0,080
General Steel <1200 N/mm² (<44 HRC) 210 0,005 0,011 0,035 0,045 0,050 0,050 0,050
Tempering Steel <850 N/mm² (<25 HRC) 200 0,005 0,011 0,035 0,045 0,050 0,050 0,050
Steel Steel
Tempering Steel <1000 N/mm² (<32 HRC) 170 0,003 0,007 0,025 0,045 0,050 0,040 0,040
Tempering Steel <1200 N/mm² (<44 HRC) 150 0,003 0,007 0,025 0,030 0,035 0,040 0,040
Tempered Steel 45-55 HRC 140 0,003 0,007 0,025 0,030 0,035 0,030 0,030
Tempered Steel 55-60 HRC 80 0,003 0,007 0,025 0,030 0,035 0,030 0,030
Tempered Steel 60-62 HRC 65 0,003 0,007 0,025 0,030 0,035 0,030 0,030
Grey Cast iron < 200HB - GG 240 0,005 0,011 0,035 0,045 0,055 0,080 0,080
Cast Grey Cast iron < 300HB - GG 200 0,005 0,011 0,035 0,045 0,055 0,080 0,080 Cast
Iron Iron
Nodular Cast iron < 350 HB - GGG 180 0,005 0,011 0,035 0,045 0,055 0,080 0,080
Aluminium Soft 800 0,018 0,030 0,045 0,065 0,065
Aluminium and AL-alloyed <6 % Si 600 0,018 0,030 0,045 0,065 0,065
Non Non
Ferrous Aluminium and AL-alloyed 6% < 8% Si 400 0,018 0,030 0,045 0,065 0,065 Ferrous
Copper, brass, bronze, red brass 300 0,018 0,030 0,045 0,065 0,065
Plastics - duroplast and thermoplast 210 0,018 0,030 0,045 0,065 0,065
INOX Stainless steel <700 N/mm² (<205 HB) 120 0,013 0,021 0,032 0,045 0,045
Inox Inox
INOX Stainless steel >700 N/mm² (>205 HB) 90 0,013 0,021 0,032 0,045 0,045
ap ap
CONDITIONS OF WORK GUIDELINES. MAY VARY ON EACH CONCRETE CASE.
CONDICIONES DE TRABAJO ORIENTATIVAS. PUEDEN VARIAR EN FUNCION DE CADA CASO CONCRETO.
ae ae
MILL LINE · WORKING FOR YOUR SUCCESS 75