
Page 82 - G7_2021_WEB_pendiente
P. 82
MILL LINE
MILL LINE
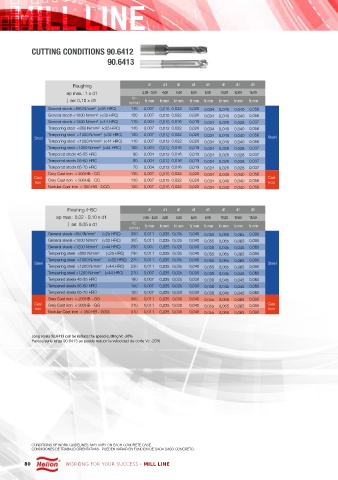
CUTTING CONDITIONS 90.6412
90.6413
Roughing d1 d1 d1 d1 d1 d1 d1 d1
4,00 5,00
ap max.: 1 x d1 2,00 - 3,00 6,00 8,00 10,00 12,00 16,00
Vc
| ae: 0,10 x d1 m/min fz mm fz mm fz mm fz mm fz mm fz mm fz mm fz mm
General steels <850 N/mm² (<25 HRC) 140 0,007 0,015 0,022 0,028 0,034 0,040 0,040 0,056
General steels <1000 N/mm² (<32 HRC) 120 0,007 0,015 0,022 0,028 0,034 0,040 0,040 0,056
General steels <1200 N/mm² (<44 HRC) 110 0,004 0,015 0,016 0,019 0,024 0,028 0,028 0,037
Tempering steel <850 N/mm² (<25 HRC) 140 0,007 0,012 0,022 0,028 0,034 0,040 0,040 0,056
Tempering steel <1000 N/mm² (<32 HRC) 120 0,007 0,012 0,022 0,028 0,034 0,040 0,040 0,056
Steel Steel
Tempering steel <1200 N/mm² (<44 HRC) 110 0,007 0,012 0,022 0,028 0,034 0,040 0,040 0,056
Tempering steel >1200 N/mm² (>44 HRC) 100 0,004 0,012 0,016 0,019 0,024 0,028 0,028 0,037
Tempered steels 45-55 HRC 90 0,004 0,012 0,016 0,019 0,024 0,028 0,028 0,037
Tempered steels 55-60 HRC 80 0,004 0,012 0,016 0,019 0,024 0,028 0,028 0,037
Tempered steels 65-70 HRC 70 0,004 0,012 0,016 0,019 0,024 0,028 0,028 0,037
Grey Cast iron < 200HB - GG 130 0,007 0,015 0,022 0,028 0,034 0,040 0,040 0,056
Cast Grey Cast iron < 300HB - GG 130 0,007 0,015 0,022 0,028 Cast
Iron 0,034 0,040 0,040 0,056 Iron
Nodular Cast iron < 350 HB - GGG 120 0,007 0,015 0,022 0,028 0,034 0,040 0,040 0,056
Finishing /HSC d1 d1 d1 d1 d1 d1 d1 d1
ap max.: 0,02 - 0,10 x d1 2,00 - 3,00 6,00 8,00 10,00 12,00 16,00
4,00 5,00
| ae: 0,05 x d1 Vc fz mm fz mm fz mm fz mm fz mm fz mm fz mm fz mm
m/min
General steels <850 N/mm² (<25 HRC) 330 0,011 0,035 0,035 0,045 0,055 0,065 0,065 0,090
General steels <1000 N/mm² (<32 HRC) 305 0,011 0,035 0,035 0,045 0,055 0,065 0,065 0,090
General steels <1200 N/mm² (<44 HRC) 250 0,007 0,025 0,025 0,030 0,038 0,045 0,045 0,060
Tempering steel <850 N/mm² (<25 HRC) 290 0,011 0,035 0,035 0,045 0,055 0,065 0,065 0,090
Tempering steel <1000 N/mm² (<32 HRC) 270 0,011 0,035 0,035 0,045 0,055 0,065 0,065 0,090
Steel Steel
Tempering steel <1200 N/mm² (<44 HRC) 230 0,011 0,035 0,035 0,045 0,055 0,065 0,065 0,090
Tempering steel >1200 N/mm² (>44 HRC) 210 0,007 0,025 0,025 0,030 0,038 0,045 0,045 0,060
Tempered steels 45-55 HRC 180 0,007 0,025 0,025 0,030 0,038 0,045 0,045 0,060
Tempered steels 55-60 HRC 150 0,007 0,025 0,025 0,030 0,038 0,045 0,045 0,060
Tempered steels 65-70 HRC 120 0,007 0,025 0,025 0,030 0,038 0,045 0,045 0,060
Grey Cast iron < 200HB - GG 300 0,011 0,035 0,035 0,045 0,055 0,065 0,065 0,090
Cast Grey Cast iron < 300HB - GG 310 0,011 0,035 0,035 0,045 0,055 0,065 0,065 0,090 Cast
Iron Iron
Nodular Cast iron < 350 HB - GGG 310 0,011 0,035 0,035 0,045 0,055 0,065 0,065 0,090
Long series 90.6413 can be reduce the speed cutting Vc -20%
Para la serie larga 90.6413 se puede reducir la velocidad de corte Vc -20%
CONDITIONS OF WORK GUIDELINES. MAY VARY ON EACH CONCRETE CASE.
CONDICIONES DE TRABAJO ORIENTATIVAS. PUEDEN VARIAR EN FUNCION DE CADA CASO CONCRETO.
80 WORKING FOR YOUR SUCCESS · MILL LINE