
Page 92 - G7_2021_WEB_pendiente
P. 92
MILL LINE
MILL LINE
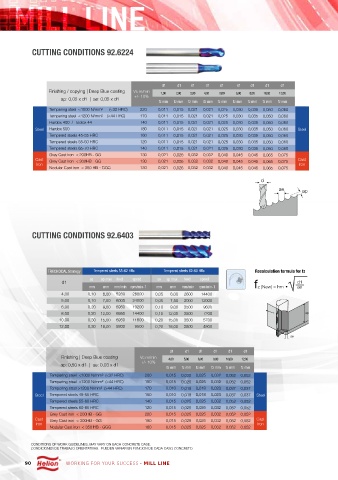
CUTTING CONDITIONS 92.6224
d1 d1 d1 d1 d1 d1 d1 d1 d1
Finishing / copying | Deep Blue coating Vc m/min 1,00 2,00 3,00 4,00 5,00 6,00 8,00 10,00 12,00
+/- 10%
ap: 0,05 x d1 | ae: 0,05 x d1
fz mm fz mm fz mm fz mm fz mm fz mm fz mm fz mm fz mm
Tempering steel <1000 N/mm² (<32 HRC) 220 0,011 0,015 0,021 0,021 0,025 0,030 0,035 0,050 0,060
Tempering steel <1200 N/mm² (<44 HRC) 170 0,011 0,015 0,021 0,021 0,025 0,030 0,035 0,050 0,060
Hardox 400 / Toolox 44 140 0,011 0,015 0,021 0,021 0,025 0,030 0,035 0,050 0,060
Steel Hardox 500 180 0,011 0,015 0,021 0,021 0,025 0,030 0,035 0,050 0,060 Steel
Tempered steels 45-55 HRC 160 0,011 0,015 0,021 0,021 0,025 0,030 0,035 0,050 0,060
Tempered steels 55-60 HRC 120 0,011 0,015 0,021 0,021 0,025 0,030 0,035 0,050 0,060
Tempered steels 65-70 HRC 140 0,011 0,015 0,021 0,021 0,025 0,030 0,035 0,050 0,060
Grey Cast iron < 200HB - GG 130 0,021 0,026 0,032 0,032 0,040 0,045 0,045 0,065 0,075
Cast Grey Cast iron < 300HB - GG 130 0,021 0,026 0,032 0,032 0,040 0,045 0,045 0,065 0,075 Cast
Iron Iron
Nodular Cast iron < 350 HB - GGG 130 0,021 0,026 0,032 0,032 0,040 0,045 0,045 0,065 0,075
d
ae ap
CUTTING CONDITIONS 92.6403
Recalculation formula for fz
TROCHOIDAL Strategy Tempered steels 55-62 HRc Tempered steels 62-68 HRc Recalculation formula for fz
TROCHOIDAL Strategy Tempered steels 55-62 HRc Tempered steels 62-68 HRc
ae ap max feed speed ae ap max feed speed
d1 ae ap max feed speed ae ap max feed speed d1 d1
d1 mm mm mm/min rpm/min-1 mm mm mm/min rpm/min-1 fz (New) = hm ae ae
fz (New) = hm
mm mm mm/min rpm/min-1 mm mm mm/min rpm/min-1
4,00 0,10 6,00 5280 28800 0,05 6,00 2600 14400
4,00 0,10 6,00 5280 28800 0,05 6,00 2600 14400
5,00 0,10 7,50 6000 24000 0,05 7,50 3000 12000
5,00 0,10 7,50 6000 24000 0,05 7,50 3000 12000
6,00 0,20 9,00 6950 19200 0,10 9,00 3500 9600
6,00 0,20 9,00 6950 19200 0,10 9,00 3500 9600
8,00 0,20 12,00 6950 14400 0,10 12,00 3500 7200 ap ap
8,00 0,20 12,00 6950 14400 0,10 12,00 3500 7200
10,00 0,30 15,00 6950 11600 0,20 15,00 3500 5700
10,00 0,30 15,00 6950 11600 0,20 15,00 3500 5700
12,00 0,30 18,00 5800 9500 0,20 18,00 2800 4800
12,00 0,30 18,00 5800 9500 0,20 18,00 2800 4800
ae ae
d1 d1 d1 d1 d1 d1
d1
d1
Finishing | Deep Blue coating Vc m/min Vc m/min d1 d1 8,00 10,00 12,00 d1 d1
Finishing | Deep Blue coating
4,00 5,00 6,00
ap: 0,50 x d1 | ae: 0,03 x d1 +/- 10% +/- 10% 4,00 5,00 6,00 8,00 10,00 12,00
ap: 0,50 x d1 | ae: 0,03 x d1 fz mm fz mm fz mm fz mm fz mm fz mm
fz mm fz mm fz mm fz mm fz mm fz mm
Tempering steel <1000 N/mm² (<32 HRC) 200 200 0,015 0,025 0,025 0,032 0,052 0,052 0,052
0,025
Tempering steel <1000 N/mm² (<32 HRC)
0,032
0,015
0,025
0,052
Tempering steel <1200 N/mm² (<44 HRC) 180 180 0,015 0,025 0,025 0,032 0,052 0,052 0,052
0,032
0,015
0,025
0,025
Tempering steel <1200 N/mm² (<44 HRC)
0,052
Tempering steel >1200 N/mm² (>44 HRC) 170 170 0,010 0,018 0,018 0,023 0,037 0,037 0,037
0,023
0,018
0,018
0,037
Tempering steel >1200 N/mm² (>44 HRC)
0,010
Steel Tempered steels 45-55 HRC 150 150 0,010 0,018 0,018 0,023 0,037 0,037 Steel
0,018
0,037
0,018
0,023
Tempered steels 45-55 HRC
0,010
0,037
Steel
Tempered steels 55-60 HRC 140 140 0,015 0,025 0,025 0,032 0,052 0,052 Steel
0,025
0,032
0,025
0,015
Tempered steels 55-60 HRC
0,052
Tempered steels 60-65 HRC 120 120 0,015 0,025 0,025 0,032 0,052 0,052 0,052
0,015
0,025
Tempered steels 60-65 HRC
0,032
0,025
0,052
Grey Cast iron < 200HB - GG 200 0,015 0,025 0,025 0,032 0,052 0,052 0,052
0,015
Grey Cast iron < 200HB - GG
0,025
0,032
0,025
0,052 Cast
Cast Grey Cast iron < 300HB - GG 190 200 0,015 0,025 0,025 0,032 0,052 0,052 0,052
0,052
Iron Cast Grey Cast iron < 300HB - GG 190 0,015 0,025 0,025 0,032 0,052 Iron Cast
Nodular Cast iron < 350 HB - GGG 180 0,015 0,025 0,025 0,032 0,052 0,052 Iron
Iron
Nodular Cast iron < 350 HB - GGG 180 0,015 0,025 0,025 0,032 0,052 0,052
CONDITIONS OF WORK GUIDELINES. MAY VARY ON EACH CONCRETE CASE.
CONDICIONES DE TRABAJO ORIENTATIVAS. PUEDEN VARIAR EN FUNCION DE CADA CASO CONCRETO.
90 WORKING FOR YOUR SUCCESS · MILL LINE