
Page 91 - G7_2021_WEB_pendiente
P. 91
MILL LINE
MILL LINE
MILL
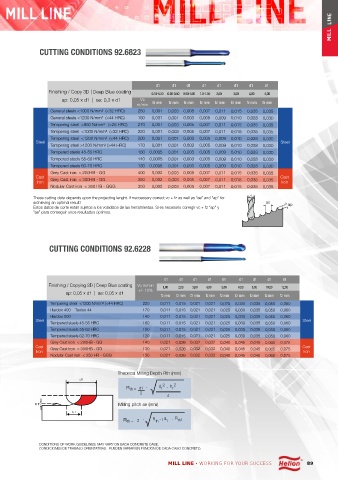
CUTTING CONDITIONS 92.6823
d1 d1 d1 d1 d1 d1 d1 d1
Finishing / Copy 3D | Deep Blue coating 0.10-0.20 0.30-0.50 0.60-0.80 1.0-1.50 2,00 3,00 4,00 5,00
ap: 0,05 x d1 | ae: 0,3 x d1 Vc fz mm fz mm fz mm fz mm fz mm fz mm fz mm fz mm
m/min
General steels <1000 N/mm² (<32 HRC) 260 0,001 0,003 0,005 0,007 0,011 0,015 0,035 0,035
General steels <1200 N/mm² (<44 HRC) 180 0,001 0,001 0,003 0,005 0,009 0,010 0,028 0,030
Tempering steel <850 N/mm² (<25 HRC) 270 0,001 0,003 0,005 0,007 0,011 0,015 0,035 0,035
Tempering steel <1000 N/mm² (<32 HRC) 220 0,001 0,003 0,005 0,007 0,011 0,015 0,035 0,035
Tempering steel <1200 N/mm² (<44 HRC) 200 0,001 0,001 0,003 0,005 0,009 0,010 0,028 0,030
Steel Steel
Tempering steel >1200 N/mm² (>44 HRC) 170 0,001 0,001 0,003 0,005 0,009 0,010 0,028 0,030
Tempered steels 45-55 HRC 160 0,0005 0,001 0,003 0,005 0,009 0,010 0,028 0,030
Tempered steels 55-60 HRC 140 0,0005 0,001 0,003 0,005 0,009 0,010 0,028 0,030
Tempered steels 60-70 HRC 130 0,0005 0,001 0,003 0,005 0,009 0,010 0,028 0,030
Grey Cast iron < 200HB - GG 400 0,002 0,003 0,005 0,007 0,011 0,015 0,035 0,035
Cast Grey Cast iron < 300HB - GG 350 0,002 0,005 0,007 Cast
Iron 0,003 0,011 0,015 0,035 0,035 Iron
Nodular Cast iron < 350 HB - GGG 350 0,002 0,003 0,005 0,007 0,011 0,015 0,035 0,035
d
These cutting data depends upon the projecting lenght. If neccessary correct vc + fz as well as “ae” and “ap” for
archieving an optimal result! ae ap
Estos datos de corte están sujetos a los voladizos de las herramientas. Si es necesario corregir vc + fz “ap” y
“ae” para conseguir unos resultados óptimos.
CUTTING CONDITIONS 92.6228
d1 d1 d1 d1 d1 d1 d1 d1 d1
Finishing / Copying 3D | Deep Blue coating Vc m/min 1,00 2,00 3,00 4,00 5,00 6,00 8,00 10,00 12,00
+/- 10%
ap: 0,05 x d1 | ae: 0,05 x d1
fz mm fz mm fz mm fz mm fz mm fz mm fz mm fz mm fz mm
Tempering steel <1200 N/mm² (<44 HRC) 0,035 220 0,060 0,015 0,021 0,021 0,025 0,030 0,035 0,050 0,060
0,011
0,011
Hardox 400 Toolox 44 0,035 170 0,060 0,015 0,021 0,021 0,025 0,030 0,035 0,050 0,060
Hardox 500 140 0,011 0,015 0,021 0,021 0,025 0,030 0,035 0,050 0,060
Steel 0,035 0,060 Steel
Tempered steels 45-55 HRC 0,035 180 0,060 0,015 0,021 0,021 0,025 0,030 0,035 0,050 0,060
0,011
0,011
Tempered steels 55-62 HRC 0,035 160 0,060 0,015 0,021 0,021 0,025 0,030 0,035 0,050 0,060
Tempered steels 62-70 HRC 0,035 120 0,060 0,015 0,021 0,021 0,025 0,030 0,035 0,050 0,060
0,011
Grey Cast iron < 200HB - GG 140 0,021 0,026 0,032 0,032 0,040 0,045 0,045 0,065 0,075
Cast Grey Cast iron < 300HB - GG 0,045 130 0,075 0,026 0,032 0,032 0,040 0,045 0,045 0,065 0,075 Cast
0,021
Iron 0,045 0,075 Iron
Nodular Cast iron < 350 HB - GGG 130 0,021 0,026 0,032 0,032 0,040 0,045 0,045 0,065 0,075
0,045 0,075
Theorical Milling Depth Rth (mm)
d1
R th = d1 - d 2 - b 2
r
1
2
4
R th Milling pitch ae (mm)
b r
- R
d
R th = 2 - R th ( )
th
1
CONDITIONS OF WORK GUIDELINES. MAY VARY ON EACH CONCRETE CASE.
CONDICIONES DE TRABAJO ORIENTATIVAS. PUEDEN VARIAR EN FUNCION DE CADA CASO CONCRETO.
MILL LINE · WORKING FOR YOUR SUCCESS 89